CNC Spirálmarók nagy tolási sebességekre
Gyakran oldjuk CNC maró tulajdonos ügyfeleinkkel, milyen műveletekre, anyagtípusra és hogy hogyan helyesen használni a spirálmarókat. Mikor alkalmas a forgácstörős maró vagy az ún. sima él. Ebben a cikkben spirálmarókkal való munka témáját igyekszünk feltárni.
Szerszám teste
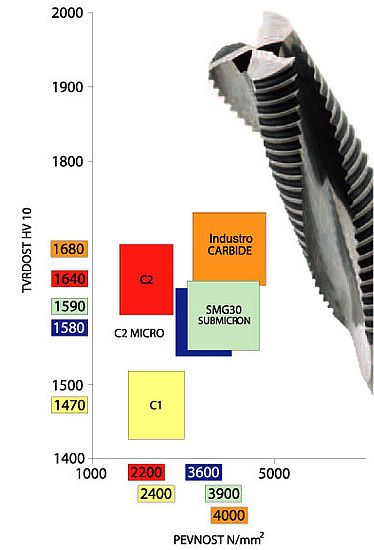
Fontos tudni, miből is készült a spirálmaró. Az összes gyártó azt állítja, hogy a spirálmarói HM anyagból (szlovák karbid, zsugorított keményfém, rövidítve SK), vagy HM Integral, de mint már tudjuk, nem minden HM anyag egyforma és ezért helyesen kell dönteni a gyártó választásánál. A CMT cég a HM spirálmarókra keményfém rudakat használ 1680 HV10 keménységgel és 4 000 N / mm2 szilárdsággal. Ennek köszönhetően hosszú élettartamú és egyedi szilárdságú szerszámokat gyárt más gyártókkal szemben.
 Szerszám felépítése
Szerszám felépítése
A CMT spirálmarók teste CNC köszörűkön vannak köszörülve nagy figyelemmel a szerszám pontosságára és funkcionalitására. A funkcionalitását a vágó él pontos geometriájának köszörülésével kapja a szerszám.
 Kulcsfontosságú a fog rádiuszos homlokának a kiköszörülése mély anyagkivétellel forgácselvezetésre. A fog testének rádiusza segít megtartani a teljes merevséget és egyidőben a homlok akár 15 % szöge, amely fontos a szálak hosszanti és keresztirányú vágásánál (a homlok szögének értéke az átmérőtől és fogak számától függ a szerszámon).
Kulcsfontosságú a fog rádiuszos homlokának a kiköszörülése mély anyagkivétellel forgácselvezetésre. A fog testének rádiusza segít megtartani a teljes merevséget és egyidőben a homlok akár 15 % szöge, amely fontos a szálak hosszanti és keresztirányú vágásánál (a homlok szögének értéke az átmérőtől és fogak számától függ a szerszámon).
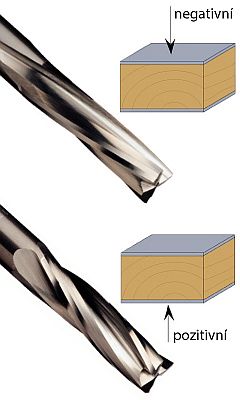
Fontos része a felépítésnek az él spirális kiköszörülése a szerszám tengelyével szemben. Ez a fajta köszörülés segíti a forgácselvezetést vagy a munkadarab sima élének megtartása a forgács vágásba vagy vágásból való húzásától függően.
 Mik azok a forgácstörők és mi a feladatuk?
Mik azok a forgácstörők és mi a feladatuk?
Forgácstörőket ún. vastagoló marókon találhatunk és megvan a saját fontos feladatuk a marási teljesítmény növelése érdekében. A forgácstörők kb. 0,5 mm mély fogak, amelyek egymással szemben vannak helyezve.
Ezek a fogacskák kicsinyítik és főleg rövidítik a forgácsokat, ami csökkenti a szerszám terhelését marás közben.
Az általános célja a vágási teljesítmény duplájára növelése átlagosan. A teljesítménybe az anyag keménysége, marás mélysége és megmunkált anyag mennyisége lép be


Különbség vastagoló spirálmaró és befejező maró (sima foggal) között
Két fő különbség van:
• A vastagoló maró megmunkálás után hornyokat hagy az anyagban kb. 0,5 mm mélységgel. A befejező maró ideálisan sima felületet hagy.
• A vastagoló maró kb. 3x nagyobb teljesítménnyel rendelkezik, tehát időt is sórol.
CMT spirálmarók használata – idő akár 30 % spórolása
Hála a vastagoló maró és befejező maró egyes tulajdonságainak ezen két szerszám kombinációjával különböző vágások vagy formatizálások két műveletből épülnek fel.
Az első durva művelethez a vastagoló maró van használatban kb. 3x gyorsabb eredménnyel és a második műveletnél a befejező műveletet hajtjuk végre a sima felületért és pontos méretért. 1 mm tiszta méretre való marásnál is 3x nagyobb sebesség van használatban, mivel a maró csak kis anyagmennyiséget vesz le és csak a pontosságot és tökéletes felületet biztosítja. Ennek a két művelet kombinációjának köszönhetően az ideje akár 30 %-át is megspórolhatja egyedi eredménnyel.
Megmunkált anyagok
|
Szerszám - spirálmarók
|
| Kemény fa |
IDEÁLIS (a felépítés és geometria teljes mértékben megfelel erre az anyag típusra, minimális tompulás, tiszta vágás) |
|
| Puha fa |
IDEÁLIS (a felépítés és geometria teljes mértékben megfelel erre az anyag típusra, minimális tompulás, tiszta vágás) |
| Rétegelt lemezek |
IDEÁLIS – ALKALMAS (a felépítés és geometria teljes mértékben megfelel erre az anyag típusra, nagyobb tompulás a ragasztók miatt, tiszta vágás) |
| DTD , LTD |
ALKALMAS (a felépítés és geometria teljes mértékben megfelel erre az anyag típusra, nagyobb tompulás a ragasztók miatt, tiszta vágás) |
Vissza az aktualitások listára