Hogy milyen típusú fűrészlapok léteznek, mik a jellemzőik, és milyen különbségek
vannak a fogak alakjában és számában, azt ebben a cikkben ismertetjük.
A körfűrészlapok felosztása és kiválasztása sokat vitatott téma, és ez érthető is, mivel gyakran követnek el hibákat a kiválasztásuk során. Ez a cikk segítség, hogy ezeket a hibákat elkerüljék.
A körfűrészlapok alapvető felosztása
mLemezből készült körfűrészlapok

Körfűrészlapok keményfémű fogakkal

Alacsony áruk miatt a lemezből készült körfűrészlapokat leggyakrabban a tűzifa vágására használják, vagy a régebbi asztalos gépeken találhatók. A fogakat acélból vágják ki, és felváltva hajlítják el a penge tengelyétől, amelyet terpesztésnek neveznek (mint a fűrészlapoknál). A kemény acél ellenáll a fogtörésnek, de sajnos nagyon gyorsan elvesztik élüket, és a vágásuk nagyon durva és nem túl pontos.
A keményfém fogú körfűrészlapok esetében olyan megnevezésekkel is találkozhatunk, mint a karbid,
vídia fogak, vagy körfűrészlap SK betétekkel. De mindegyik egyforma anyagról van szó.
A keményfém nagy nyomás és hő hatására keletkezik volfrámból, kobaltból, nikkelből,
rézből vagy vasból álló fémpor nagyon finom keverékéből. Többször keményebb, mint a vas,
ezért faipari szerszámok gyártására használják.
Ha komolyan foglalkozik az asztalos- és famegmunkálással, akkor a műhelyében mindenképpen csak keményfém fogú körfűrészlapokat használjon.
De még a keményfém fogú körfűrészlap sem feltétlenül garantálja a tökéletes vágást és a hosszú élettartamot, a megfelelő körfűrészlapot kell kiválasztani.
Hogyan lehet felismerni a minőségi körfűrészlapot?
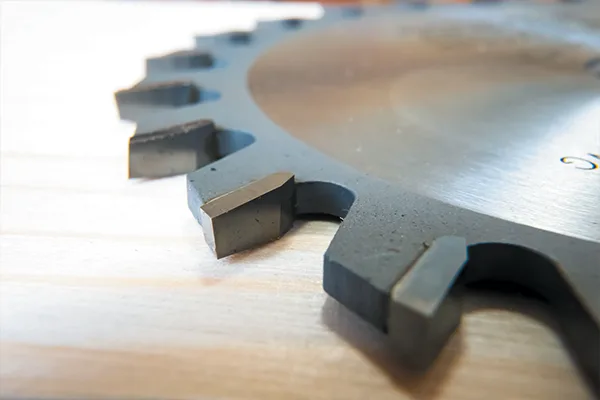
A keményfém fog vastagsága
A hobbiboltokban vagy a nem szaküzletekben sok kínai keményfém körfűrészlapokkal találkozhat.
Első pillantásra azonban észre fogja venni az alapvető különbségeket a professzionális tárcsákhoz
képest. Fontos a keményfém fog vastagsága, minél vastagabb a fog, annál jobb, mert a nagyobb
fogvastagság több csiszolási ciklust tesz lehetővé.
A professzionális körfűrészlap 2.5- 3 mm vastagságú fogbetéttel rendelkezik, míg a kínai körfűrészlap esetében ez a vastagság csak 1-1,5 mm. Ennek hogy hatása van arra, hogy milyen hosszú élettartamú lesz a körfűrészlap. Az ilyen betéteket általában csak egy rétegben forrasztják, és hajlamosak a lemeztesttől való elválásra. Mindenekelőtt csak harmadannyi újraélezést bír el, ellentétben a profi körfűrészlappal, amely 3 mm vastag betéttel rendelkezik, és három rétegben van forrasztva.



A körfűrészlap felülete
A következő dolog, amire figyelni kell, hogy milyen felületkezeléssel rendelkezik a körfűrészlap. Ha a lemez fémtestének tapintása érdes és nyers, akkor gyorsan rozsdásodik, és a szennyeződések, például a fapor, a ragasztómaradványok és a gyanta megtapadnak rajta.
A felületet finomra kell csiszolni, ideális esetben lakkozni, teflonbevonattal ellátni, vagy a legjobb, ha krómozott.
Lakkozott felület

Teflonbevonatú felület

Krómozott felület

Egyéb fontos elemek
Az utolsó dolog, amire figyelni kell, a zajtompító és a tágulási hornyok a körfűrészlap testben. Fontosságukat gyakran figyelmen kívül hagyják, pedig döntő fontosságúak a vágás kényelme és minősége szempontjából.
Ahogyan a megnevezéséből is következtethetünk, a zajtompító horonynak először is akusztikai funkciója van. Kiküszöbölik a vágás közben a körfűrészlap forgása által keltett akusztikus zajt. Egy egyszerű teszttel ellenőrizheti, hogy a körfűrészlap hangtompító-e vagy sem. Elegendő, ha az ujjára húzza a lapot és ráüt. Ha a lemez úgy rezonál, mint egy gong, semmi esetben se vásárolja meg, mert az ilyen körfűrészlap nagyon hangosan fog fütyülni és zúgni munka közben. A hangtompító horonnyal rendelkező körfűrészlap csak nagyon rövid ideig fog rezegni.
Zajtompító hornyok
Tágulási hornyok

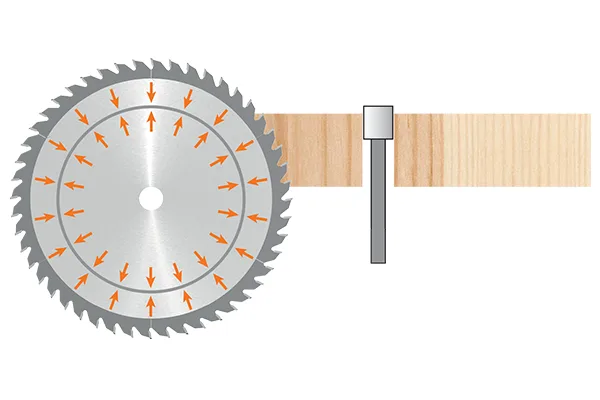
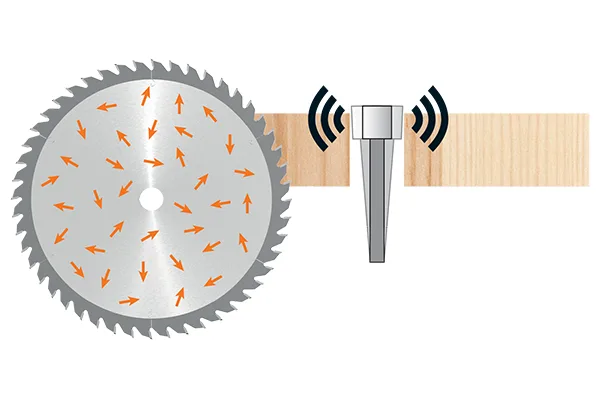
A tágulási hornyok mindig a fűrészlap kerületén, a fűrészfogak között találhatók. A feladatuk, hogy kiküszöböljék a penge csavarodását és hullámzását, amely a vágás során a hő és a hő tágulás miatt következik be. Egyszerűen fogalmazva, a tágulási hornyokkal ellátott körfűrészlap nem vetemedik vagy hullámzik a hő hatására, ellentétben a hornyok nélküli olcsó körfűrészlapokkal. Az ilyen körfűrészlap hullámos vágást, enyhe alulvágást, a fa megégését az oldalfalakon vagy a fa beszorulását okozza.
Szorítógyűrű
Vagyis a tárcsatesten lévő szorítógyűrűt a két tengely közötti nyomás hozza létre. Ez a gyűrű biztosítja a test stabilitását vágás közben és tökéletes beállítást forgás közben, valamint megakadályozza a vágás közbeni rezgéseket.
Szorítógyűrűvel
Szorítógyűrű nélkül
Ebben a videóban összefoglaljuk a fűrészlapok alapvető felosztását.
A körfűrészlapok felosztása a fogak alakja, a fogak száma és a fogfelület szöge szerint
A fogak alakja, a fogak száma és az állásszög határozza meg, hogy a fűrészlap milyen anyaghoz alkalmas.
A körfűrészlap kiválasztásakor találkozhat váltakozó ferde fogakkal, trapéz alakú fogakkal, majd egyenes, domború, kúpos fogakkal vagy ezek kombinációjával. A legelterjedtebbek a váltakozó ferde és a trapéz alakú fogak.
A fogak alakja

WZATB váltakozó fogosztás
WZ N váltakozó fogosztás negatív állásszöggel
LWZ váltakozó fogosztás forgácsoláskorlátozóval
SSWMATB váltakozóan csiszolt állásszögű fogak

TFZTCGFFT trapéz alakú váltakozó fogosztás egyenes foggal
TFZ N trapéz alakú váltakozó fogosztás egyenes negatív állásszögű foggal

FZFLAT egyenes fog
FZ N egyenes fog negatív állásszöggel
LFZ egyenes fog forgácsoláskorlátozóval

TZ trapéz alakú fog

DHZHDF domború fog váltakozó fogosztással, tetőfoggal
DHZ N domború váltakozó fogosztás negatív állásszögű tetőfoggal
HR üreges fog

KONCO kúpos fog
Váltakozó osztású ferde fog
A váltakozó ferde fogat leggyakrabban szilárd anyagok vágására használják. Ahogy a neve is sugallja, váltakozó ferde fog esetén a fog élezése rendszeresen váltakozik. Vagyis, a jobbra és balra történő ferde élezés. A váltakozó ferde fog előnye a nagy vágási teljesítmény, de általában nem alkalmas hornyok vágására. Léteznek laminált vagy rétegelt lemezhez alkalmas, váltakozó ferde fogazású körfűrészlapok is, de ezek speciális ferde fogszöggel vagy állásszöggel rendelkeznek. Ezek rendkívül ferde, váltakozó fogosztású körfűrészlapok. Ennek a fognak a különleges alakja finomabb vágást tesz lehetővé a megmunkált anyagok mindkét oldalán, például laminált vagy furnérozott, agglomerált anyagokból készült felületeken.

* K – fog szélessége / P – test szélessége / ß – a fog ferdesége
Trapéz alakú fog
A másik legtöbbet használt fog a trapéz alakú. A trapézfognak egyenes háta van, mindkét oldaléle le van vágva, így ún. trapéz alak jön létre. De váltakozva vannak használva a körfűrészlapokon. Leggyakrabban a körfűrészlap minden második fogánál, a többi fog teljesen egyenes hátú. Ez a fajta körfűrészlap ideális a nagy felületű anyagok, például laminált, MDF, kompakt lemezek, furnérlemezek, rétegelt lemezek vagy színesfémek vágására. A trapéz alakú fogakkal rendelkező körfűrészlap egyáltalán nem alkalmas a masszív fa vágására. A trapéz alakú fog nem rendelkezik a szükséges erővel és eltávolítással, mint a ferde fogak, és nagy ellenállást mutatna tömör fában, és a fa megégne.

* K – fog szélesség / P – test szélesség / ß – fog ferdeség / h - a trapézfog és az egyenes fog vágóéle magasságának különbsége
Egyenes fog
A harmadik leggyakoribb fog alak - az egyenes fog. Ezzel főként a hornyoló és a formázó fűrészek elővágó körfűrészlapjainál találkozhat. Bár az egyenes fogak viszonylag nagy vágási ellenállással rendelkeznek, a horony egyenes aljának köszönhetően ideálisak a hornyok vágására. Használhatja őket például farostlemez beültetéséhez a bútorok hátuljára, csapok vágására és újra lemezezésére, lécek vagy üvegek beillesztésére a bútorokba.

* K – fog szélessége / P – test szélessége
Domború fog
Másik forma a domború fog, de ezt nagyon kevesen használják, elsősorban laminált lemez vágására használják elővágás nélkül vízszintes fűrészekben, amit biztosan ismersz a hobbipiacok vágó központjaiból. A fog hátránya az aránylag drága élezés.

* K – fog szélessége / P – test szélessége/ R - rádiusz
Kúpos fog
Az utolsó forma a kúp alakú fogak, amelyeket főként formázófűrészek elővágó körfűrészlapjaihoz használnak. A fognak táguló alakja van, és attól függően, hogy mennyire húzza ki a fűrészlapot a fűrészasztal fölé, széles hornyot vág.

* K min - min. fog szélesség, K max - max. fog szélesség
P – test szélesség / ß – fog ferdesége
Fogak száma

A következő paraméter, amely megoldásra vár a fogak száma a körfűrészlapon. A jelölése vagy Z vagy T betű, az angol teeth (fog) szóból. A fogak száma különösen a tömör fa vágásakor fontos, ahol ez a paraméter a vágás irányától függően nagyon változó lehet, akár hosszanti, akár keresztirányú vágáskor a fogak száma változik.
Általában ez a szabály a sorsdöntő
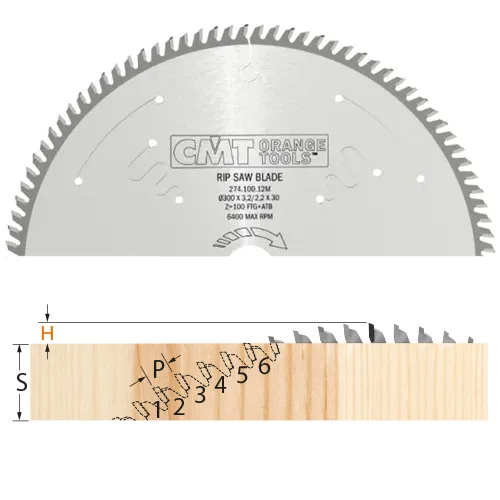
Hosszirányú vágásokhoz használjon kis fogszámú, ezért az egyes fogak között nagy hézaggal rendelkező körfűrészlapot. A kis fogszám és a fogak közötti nagy távolság garantálja a gyors vágást, és segíti a nagy mennyiségű fűrészpor eltávolítását a vágásból.
A 160 mm átmérő esetében a 12-18 fog az ideális.
A 250 mm esetlében- 30 fogig.

S – az anyag vastagsága, H – a fog magassága a munkadarab felett, P - fogak közötti távolság
A keresztirányú vágások esetében nagyobb fogszám kisebb fogak közötti távolság. A fogak közötti kisebb távolság kiküszöböli a faanyag beszakadozását a vágási élen, és a nagyszámú fog garantálja a sima vágási éleket.
A 160 mm átmérő esetében a 48-56 fog az ideális.
A 250 mm esetében 60- 80 fog.
Univerzális körfűrészlap hossz- illetve keresztirányú vágásokhoz
Az arany középút, ahol kompromisszumokat kell figyelembe venni.
A hobbi asztalosok leggyakrabban egy univerzális körfűrészlapot keresnek mindenhez. Létezik ilyen körfűrészlap, de sok kompromisszumot kell elfogadni. A hossz- és keresztirányú vágásokhoz való univerzális körfűrészlap alapvetően szintén a fent említett, tömör fához való körfűrészlapok közötti középutat jelenti.
Az ilyen körfűrészlapnak nem lehet túl sok foga, hogy a hosszirányú vágások során ne fulladjon meg, ugyanakkor nem lehet túl kevés foga sem, hogy a penge ne okozzon túl nagy beszakadást a faanyagban a vágóélnél.
A 160 mm átmérő esetében a 24 fog az ideális.
A 250 mm kb 40- 48 fog.
Az említett kompromisszumok a következők: Lassabb a hosszirányú vágásnál, vagy enyhe beszakadozás, ha keresztirányban vág.
A fog állásszöge (fog ferdeség)
A fog állásszöge lehet pozitív, negatív, vagy 0 szögű.. Pozitív dőlésszög esetén a fogak a forgásirányban előre vannak döntve, a negatív szög azt jelenti, hogy a fogak a forgás irányába dőlnek.

A pozitív állásszög nagyobb vágás teljesítményt és gyorsabb vágást jelent. A pozitív állásszög ideális tömörfa, rétegelt lemez, laminált és MDF vágására valamint a formázó fűrészek esetében elővágásra.
α = 10°~25° - Fa
α = 5°~15° - Faforgácslap, MDF, furnér, laminált lemezek, műanyagok
α = 0°~10° - Faforgácslap, MDF, színesfémek, vas
A negatív állásszög elsősorban színesfémek, műanyagok, kompakt lemezek, úszó padlók és plexi vágásakor indokolt. A negatívan döntött fog a fog alapjától fokozatosan hatol be az anyagba, és a vágás lassabb, de pontos és tiszta. A negatív dőlésszöget is használják például gérvágó körfűrészlapoknál, váltakozó ferde foggal kombinálva, ahol maximális sokoldalúságra van szükség a tömörfa, laminált lemez vagy alumínium vágásakor. Alkalmas a merülő fűrészekhez is a laminált lemezek vágására elővágás nélkül.
α = -5° ~ -15° - Fémek, színesfémek, műanyagok, laminált lemezek
A nullás állásszögű fogak a korián és vastag falú műanyagok vágására szolgál. α = 0°
Ebben a videóban összefoglaljuk a fűrészlapok típusait
Mintavágások különböző körfűrészlapokkal
Mindazt, amit ebben a cikkben elolvasott, egy gyakorlati bemutatóban ellenőrizhet a videóban, ahol megmutatjuk, hogy a tömörfa vágása laminált lemez vágásához alkalmas körfűrészlappal nem igazán jó ötlet. Megfigyelheti a videóban, hogy a megfelelő körfűrészlappal végzett vágás milyen eredményű, de azt is, hogy a művelethez nem megfelelő körfűrészlappal végzett vágás milyen eredményt ad.

Ez a márka ideális, tiszta és egyenes vágás, sorja nélkül.

Rosszul kiválasztott körfűrészlap a laminált lemez vágásához. Beszakadozott laminált réteg.

Így kell kinéznie. Minimális sorja, tiszta és pontos vágás

A trapéz alakú fogak rossz választás a tömör fa vágásához. Megégett vágás él.
Ebben a videóban összefoglaljuk az adott anyagokhoz megfelelő és nem megfelelő körfűrészlapok használatát.
KATEGÓRIÁK KÖRFŰRÉSZLAPOK