A lapszerkezet egy szerkezeti lap, amely keskenyebb fadeszkák (lécek) (keresztmetszetek, frízek) összeragasztásával készül, amelyeket szélességükben egymáshoz ragasztanak.
A legismertebb lapszerkezet készítési módszer a "tompa" illesztés, amelyet csak két fríz szélének összeragasztásával hoznak létre.
Ma leggyakrabban egy modernebb gyártási eljárást alkalmaznak nevezetesen a különböző típusú profilokkal ellátott felületek marását az érintkezési felület növelése érdekében.. Így a ragasztott illesztés nagyobb szilárdsággal rendelkezik.
A lapszerkezet készítésének alapvető szabályai:
A deszkákat, léceket vagy forgácsokat mindig: magot maghoz ragasztják, a szijácsot pedig a szijácshoz.
Soha sincs használva a fa középső része.

A lapszerkezet mindig ugyanolyan fűrészáruból és ugyanolyan sűrűségű anyagból kell készíteni.

A lapszerkezet készítésnek menete, lépésről- lépésre
Mi azt az eljárást választottuk, hogy korlátozóval ellátott profilkésekkel marjuk a felületet az alsó marógépen, majd összeragasztjuk a fűrészárut, és a kész lapszerkezetet áttoljuk a vastagoló gyalugépen.
A következő lehető készítés mód a maróasztalon felső marógép és marófej segítségével történik.
1. A profilkés kiválasztása
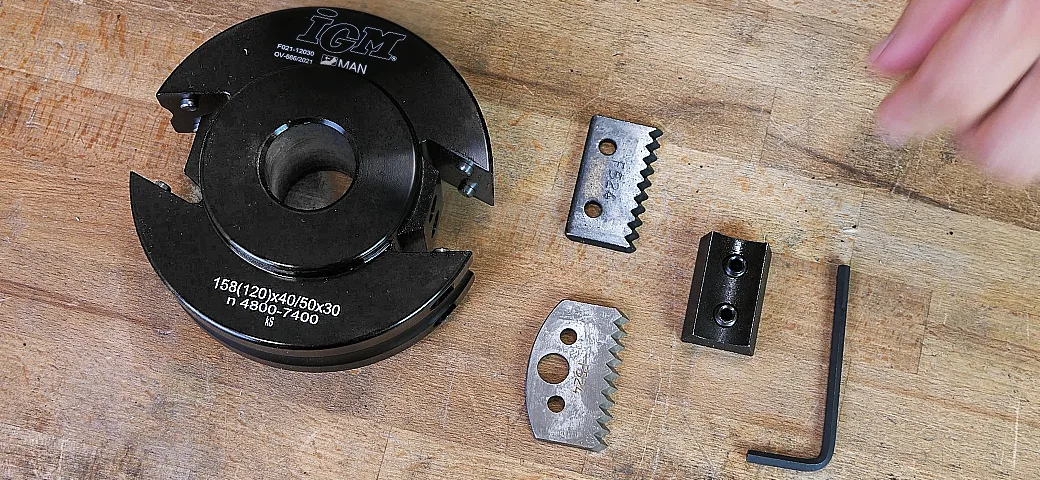
Leghamarabb a megfelelő profilkést kell kiválasztani. Ehhez a művelethez F026-524 profilkés, volt kiválasztva, amely fogakat hoz létre. A fogazott felület növeli a fa ragasztott felületét. Ez a ragasztott illesztés sokkal szilárdabb mint a „tompa” illesztés.
A ragasztott kötés érintkezési felülete azonban egy másik profilkéssel is megmunkálható. Pld. használhatja a 074, 075, 076, 077, 552 vagy 117 profilkéseket.
Ha az alsó marón fogunk marni és adagoló nélkül, akkor használjuk a MAN jelölésű univerzális marófejet az anyag manuális adagolásához. Ez a marófej anyagleválasztó korlátozó használatát igényli. A profilkéstől eltérően a korlátozó kissé rövidebb, és nem rendelkezik csiszolt éllel, de mindig ugyanolyan alakúnak kell lennie. A mi esetünkben a F027-524 korlátozó.van használva.
2. A fűrészáru kiválasztása.
Gyalult lucfenyő deszkákat használtunk, amelyek 1 méter hosszúak és 44 mm vastagok voltak.
A lapszerkezet elkészítéséhez bármilyen méretű fűrészárut is használhatunk.
Csak nem szabad a megfeledkezni.
3. A profilkés és a korlátozó befogása
A kések és a korlátozók marófejbe történő megfelelő behelyezéséhez helyezze a marófejet az asztalra úgy, hogy az IGM logó felül legyen. Helyezze a profilkéseket a fejbe úgy, hogy a kések pengéi az óramutató járásával ellentétes irányba mutassanak. A pengékben két kis furat van, amelyeket a marófejben lévő csapokra kell helyeznünk.
Ezután a marófejbe helyezzük a korlátozókat, amelyeket szintén a csapokra szerelünk. A korlátozókat úgy kell felszerelni, hogy a korlátozó hegye a profilkés hegye felé mutasson. A korlátozó iránya az óramutató járásával egy irányban kell, hogy legyen.
Miután a késeket és a korlátozókat behelyeztük a marófejbe, az egyik kezünkkel megfogjuk őket, a másik kezünkkel pedig behelyezzük közéjük a szorító éket. Az ékben lévő szorítócsavarok fejének kifelé kell mutatnia.
Az éket oldalról a marófej testéhez igazítjuk és a mellékelt imbuszkulccsal meghúzzuk mindkét csavart. A csavarokat erősen húzza meg, hogy az ék egyáltalán ne mozogjon és szilárdan tartsa a kést a helyén.
4. A marófej beállítása az alsó marógép vonalzójához képest
A marófejet most már fel lehet szerelni az alsó marógép tengelyére úgy, hogy az IGM logó felfelé mutasson. A tengely fennmaradó részét távtartókkal kell kitölteni, és a szorítóanyával szorosan rögzítse a marófejet a tengelyen.

5. A marófej beállítása az alsó marógép vonalzójához képest
A szerszám fel van szerelve a gépünkre. Most be kell állítanunk a marófejet és a hosszanti vonalzót. Forgassa a marófejet a felső holtpontig. A holtpont a fejnek az a helyzete, amelyben a penge leginkább kifelé mutat a vonalzótól, a gép kezelője felé.
Az alumínium vonalzóval a hosszanti vonalzót pontosan a késünkön lévő profil legnagyobb mélységéhez igazítjuk. Ennek köszönhetően csak a hézaghoz szükséges profilt fogjuk kimarni, és nem szűkítjük feleslegesen a frízeket további anyageltávolítással. Az így beállított vonalzót szilárdan rögzítjük.

6. Számítások és a marófej beállítása
A marófej a vonalzóhoz képest már be van állítva, és már csak a marófej magasságát kell beállítani.
Ehhez, először is pontosan meg kell mérnünk a megmunkálandó fríz vastagságát. A mi esetünkben ez 44 mm. A profilkésen megkeressük a pontos felét. Ha a kés 50 mm vastag, akkor ez a kés szélétől 25 mm lesz.
A léc fél vastagsága 22 mm, a marófej fél vastagsága pedig 25 mm. A különbség 3 mm. Ez azt jelenti, hogy a marófejet úgy kell az asztal szintje alá engedni, hogy az alsó széle az asztal felületétől 3 mm lejjebb legyen. A marófej felső széle 47 mm-re lesz az asztal felülete felett. Ezt vonalzóval vagy egy vágóléc segítségével ellenőrizhetjük, amelyre a kiszámított 47 mm-t átvisszük.
7. Az ellenőrző mintadarab elkészítése
Most már be van állítva a marófejünk és hozzá láthatunk a munkához. De előbb készítünk egy ellenőrző mintadarabot, hogy leellenőrizzük, hogy a beállítások megfelelőek-e, és hogy a mintákban lévő profilok illeszkednek-e egymáshoz.
Ha minden rendben van, akkor elkezdhetjük a lapszerkezet készítését.
8. A fűrészáru helyes összerakása és jelölése
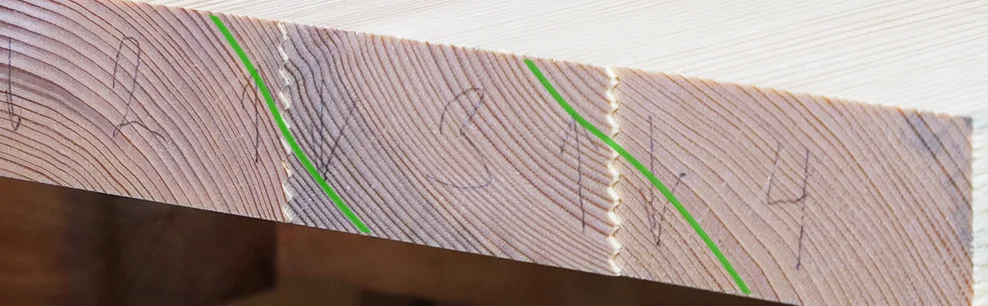
Ideális, a léceket először úgy összerakni, ahogyan össze akarjuk őket ragasztani, és meg kell jelölni őket. A széleken lévő léceket csak egy oldalról kell marni, a többit mindkét oldalról meg kell munkálnunk. Hogy a szomszédos lécek egymásba illeszkedjenek, vagyis a fog a horonyba, marás közben minden másodikat 180 °-ban el kell forgatni.
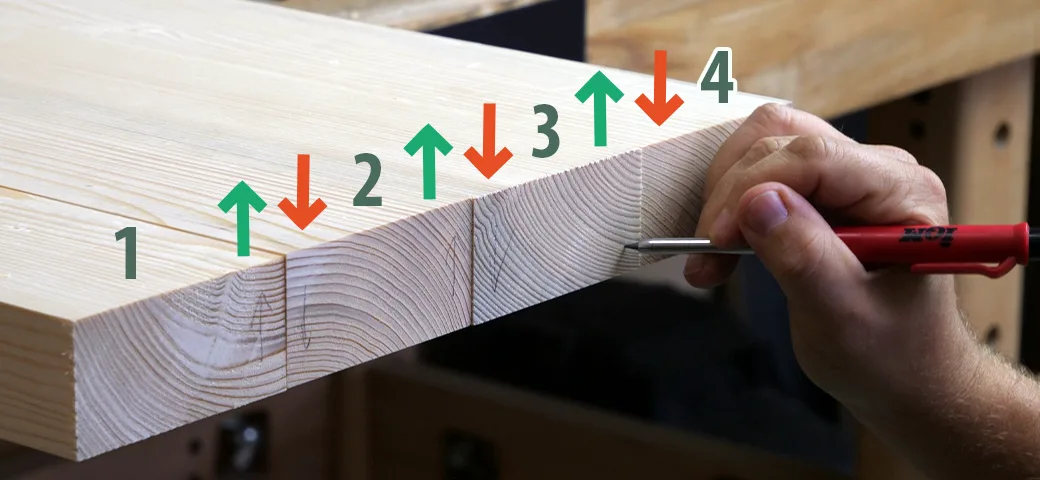
Miden lécet a marás előtt megjelölünk, pld. ahogy az ábrán is van, nyilak segítségével. Vagy megszámozhatjuk őket. A nyíl mindig a léc elülső oldalán van és a maróasztalhoz való tájolását mutatja.
9. Profil marás

Marás közben a nyíl a marófej oldalán van, és felfelé kell, hogy mutasson. Ha az élen nincs nyíl, akkor nem kell marni, mert ez a szélső léc.

10. A lapszerkezet ragasztása
Most már csak a ragasztó felhordása maradt hátra mart oldalakra. A ragasztó tökéletes szétterítésében a Titebond szilikon ecsete lesz segítségünkre. A lapszerkezet ragasztásához a D4 vízállóságú Titebond Ultimate ragasztót érdemes használni. A ragasztott illesztés így maximálisan szilárd és ellenálló lesz.

A ragasztóval bevont frízeket legalább 30 percre szorítók segítségével rögzíteni kell. A ragasztó teljes keményedési ideje 24 óra. A lécek összeszorításhoz az IGM tömör testű szorítók az ideálisak, amelyek akár 800 kg szorítóerő kifejtésére is képesek. A szorítók műanyag pofái megvédik a frízek felületét munka közben.
11. A lapszerkezet vastagságának egyengetése a vastagoló gyalugépen
30 perc elteltével eltávolíthatjuk a felesleges ragasztót és a kész lapszerkezetet átengedhetjük a vastagoló gyalugépen. A lapszerkezetünk kész is van, készíthetünk belőle pld. pad ülőkét, asztallapot, ajtóbetétet, vagy bármit, ami örömöt szerez az otthonában.
